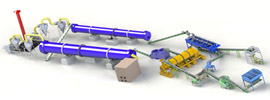
Bulk Blending (BB) Fertilizer is produced by blending granular nitrogen (N), phosphorus (P), and potassium (K) fertilizers in specific proportions to create a balanced compound fertilizer. The production process requires specialized equipment covering raw material handling, precise batching, efficient mixing, automated packaging, and environmental control. Below is a detailed breakdown of the equipment and workflow:
I. Core Equipment List
1. Raw Material Handling & Storage
- Batching Bins
- Function: Store raw materials (N/P/K sources) with load cell integration for precise batching.
- Features: Multi-bin parallel design supports 4-6 raw materials, with formula storage management.
- Screening Equipment
- Function: Screen raw materials to ensure uniform particle size (e.g., 1.00mm, 2.00mm) and prevent large particles from affecting mixing.
- Types: Vibrating screen, rotary screen.
- Crusher (Optional)
- Function: Crush agglomerated or oversized particles to the required size.
- Application: Used when raw material particle size exceeds specifications.
2. Batching & Mixing System
- Automatic Batching System
- Dynamic Batching Machine:
- Principle: Multi-bin parallel design with PLC-controlled belt conveyor speed for real-time proportion adjustment.
- Advantages: Layered conveying reduces mixing time, accuracy error ≤0.2%.
- Static Batching Machine:
- Principle: Batch-by-batch weighing and aggregation, suitable for small-scale production.
- Mixing Equipment
- Rotary Drum Mixer:
- Function: Low-speed rotation (20-40rpm) to avoid particle breakage, ideal for dry blending.
- Advantages: Mixing uniformity error ≤3%, capacity 8-30 t/h.
- Horizontal Ribbon Mixer:
- Function: Inner and outer ribbon blades drive convective and shear mixing, with low residue (≤0.3%).
- Advantages: Easy cleaning, suitable for frequent formula changes.
- Twin-Shaft Paddle Mixer:
- Function: Dual-shaft interleaved paddles prevent adhesion, ideal for hard impurities.
- Advantages: Wear-resistant lining extends service life.
3. Conveying & Elevating
- Belt Conveyor
- Function: Connects processes for automated material transfer.
- Types: Standard belt conveyor, anti-slip belt conveyor.
- Bucket Elevator
- Function: Lifts materials from low to high positions (e.g., to mixer or packager).
- Types: Chain bucket elevator, plate chain bucket elevator.
4. Packaging & Finished Product Handling
- Automatic Packaging Scale
- Function: Supports multi-size packaging (10kg, 25kg, 50kg) with accuracy ≤±0.5%.
- Types: Dual-hopper packer, ton-bag packer.
- Sewing Machine
- Function: Automatically seals bags for airtight storage.
- Types: Fully automatic sewing machine, heat-sealing machine.
- Finished Product Storage Bin
- Function: Temporarily stores packaged products to balance production rhythm.
- Types: Steel structure bin, conical bin.
5. Environmental Control
- Dust Collection System
- Pulse Bag Dust Collector:
- Principle: Bag filtration with periodic pulse cleaning, efficiency ≥99%.
- Advantages: Compliant with emission standards.
- Cyclone Dust Collector:
- Principle: Centrifugal separation of coarse dust, used as pre-treatment.
- Advantages: Simple structure, low maintenance.
- Dehumidification System
- Function: Controls ambient humidity (≤60%) to prevent raw material caking.
- Types: Refrigeration dehumidifier, desiccant wheel dehumidifier.
6. Control System
- Microcomputer Control System
- Function: Integrates batching, mixing, and packaging with formula storage and automatic switching.
- Features: Touchscreen operation, data logging, and traceability.
- Sensors & Instruments
- Function: Real-time monitoring of weight, temperature, and humidity.
- Types: Load cells, temperature sensors, humidity sensors.
II. Detailed Process Flow
1. Raw Material Preparation
- Steps:
- Raw materials are screened/crushed and stored in batching bins.
- Quality inspection (nutrient content, particle size, moisture).
2. Automatic Batching
- Steps:
- Raw materials are weighed proportionally per formula (e.g., N 40%, P 30%, K 30%).
- Dynamic batching machines use layered conveying to transfer materials to the mixer.
3. Mixing
- Steps:
- Materials enter the mixer and are blended at low speed to avoid particle damage.
- Mixing time: 5-10 minutes, ensuring uniform nutrient distribution (CV value ≤5%).
4. Packaging & Storage
- Steps:
- Mixed fertilizer is automatically weighed and packed.
- Bags are sealed and stored or loaded for transport.
5. Quality Control
- Steps:
- Random sampling to test nutrient content, particle size, and moisture.
- Re-mix or adjust formula for non-conforming products.
III. Equipment Selection Guidelines
1. By Production Scale
- Small Line (1-5 t/h):
- Equipment: Vertical crusher-mixer, semi-automatic packer.
- Advantages: Low investment, suitable for R&D or small-scale production.
- Medium Line (8-30 t/h):
- Equipment: Rotary drum mixer, fully automatic batching-packaging system.
- Advantages: Cost-effective, meets most factory demands.
- Large Line (>30 t/h):
- Equipment: Horizontal ribbon mixer, intelligent control system.
- Advantages: High efficiency, supports rapid formula switching.
2. By Raw Material Characteristics
- Powdery Materials: Prioritize horizontal ribbon mixers or twin-shaft paddle mixers.
- Granular Materials: Rotary drum mixers minimize particle breakage.
- Sticky Materials: Twin-shaft paddle mixers prevent adhesion.
IV. Conclusion
BB fertilizer production requires a fully automated line from raw material handling to finished product packaging. Key equipment includes automatic batching systems, mixers, packers, and dust collectors. Precise batching, efficient mixing, and strict quality control ensure the production of nutrient-balanced, stable-quality BB fertilizer. Enterprises can configure equipment based on production scale and raw material properties to balance efficiency and cost.



 Send us a Email
Send us a Email Wulong Industrial Cluster
Wulong Industrial Cluster Have any question?
Have any question?