Large-Scale Fertilizer Equipment Manufacturer
Large-Scale Fertilizer Equipment Manufacturer



-
 Send us a Email
Send us a Email -
 Wulong Industrial Cluster
Wulong Industrial ClusterZhengzhou City, China
-
 Have any question?
Have any question?
- Home
- EQUIPMENT
- Fermentation Compost Equipment
- Crushing Equipment
- Mixing Equipement
- Granulation Equipment
- Drying and Cooling Equipment
- Auxiliary Equipment
- Cyclone dust collector
- Poultry Manure Solid-liquid Separator
- Inclined screen solid-liquid separator for poultry manure
- Conveying equipment
- Rotary coating machine
- Single (double) bucket automatic packing scale, Fertilizer Filling Machine
- Cache silo
- Forklift feeder
- Dynamic automatic batching system
- Static batching machine
- Rotary Drum Screener
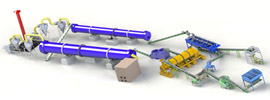
- PRODUCTION LINE
- Compound fertilizer production line
- Fertilizer ammonia granulation production line
- Fertilizer spraying granulation production line
- Fertilizer extrusion granulation production line
- Sulfur coated urea production line
- Polyurethane coated urea production line
- NPK Compound Fertilizer Production Line
- Fertilizer ammonia granulation production line
- Blended fertilizer production line
- Organic fertilizer production line
- Animal manure organic fertilizer production line
- Granular organic fertilizer production line
- Powder organic fertilizer production line
- Organic fertilizer wet granulation production line
- Organic fertilizer spraying granulation production line
- Organic fertilizer roller extrusion granulation production line
- Organic fertilizer flat die extrusion granulation production line
- Nutrient matrix soil production line
- Powder material granulation system
- Others
- Compound fertilizer production line
- SOLUTION
- PROJECTS
- NEWS
- ABOUT
- CONTACT