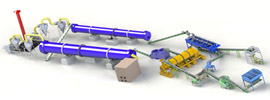
Diammonium Phosphate (DAP) fertilizer extrusion granulation is a dry granulation process that does not require chemical reactions or solution crystallization. It is suitable for scenarios requiring high particle strength and anti-caking properties, especially for water-sensitive formulas. Below is a detailed production process flow and key steps:
I. Raw Material Preparation and Pretreatment
- Raw Material Selection
- Main Raw Material: Diammonium Phosphate (DAP) powder (particle size ≤ 200 mesh, moisture ≤ 1%).
- Auxiliary Materials: Added as needed based on formula requirements, such as potassium chloride, urea, ammonium sulfate, organic fertilizers, etc., to adjust nutrient ratios (e.g., N-P₂O₅-K₂O = 18-46-0 or other combinations).
- Binder: Optional addition of a small amount of bentonite, humic acid, or polymer binder (1%-3% of total raw material) to enhance particle strength.
- Raw Material Mixing
- Equipment: Horizontal mixer or double-spiral conical mixer.
- Purpose: Ensure uniform mixing of DAP with other raw materials to avoid local nutrient deviations.
- Key Parameters: Mixing time of 10-15 minutes, with a mixing uniformity coefficient of variation (CV) ≤ 5%.
- Raw Material Crushing and Screening
- Equipment: Chain crusher or roll crusher.
- Purpose: Pulverize raw materials into fine powder (particle size ≤ 100 mesh) to improve extrusion forming efficiency.
- Screening: Remove large particles or impurities through a vibrating screen to ensure consistent raw material particle size.
II. Extrusion Granulation
- Extrusion Granulation Principle
Powdered raw materials are compressed into dense sheets or strips under high pressure (typically 50-150 MPa), then broken into particles.
- Advantages: No need for drying or cooling processes, short process flow, high particle density, and strong anti-caking properties.
- Disadvantages: Irregular particle shape (requires subsequent rounding), sensitive to raw material moisture.
- Extrusion Equipment Selection
- Roll Extruder:
- Structure: Composed of two counter-rotating pressure rolls with grooves or grid patterns on the surface.
- Working Method: Raw materials enter the gap between the rolls through a feeding device and are pressed into sheets.
- Applicability: Suitable for large-scale production, with particle size determined by the roll groove size (typically 2-6 mm).
- Ring Die Extruder:
- Structure: Composed of a ring die and pressure rolls.
- Working Method: Raw materials are extruded into strips through die holes.
- Applicability: Uniform particle size but higher equipment cost.
- Extrusion Process Parameter Control
- Pressure: Adjusted based on raw material properties, typically 80-120 MPa for DAP-based fertilizers.
- Roll Speed: 0.5-2 rpm, with lower speeds improving particle density.
- Roll Gap: 0.1-0.5 mm, with excessively small gaps causing equipment wear and large gaps leading to loose particles.
- Feeding Speed: Uniform feeding to avoid local overload or empty load.
III. Particle Crushing and Rounding
- Crushing
- Equipment: Hammer crusher or roll crusher.
- Purpose: Break the extruded sheets or strips into coarse particles (particle size 3-8 mm).
- Key Parameters: Crusher screen hole size selected based on target particle size (e.g., 4 mm screen for 3-5 mm particles).
- Rounding
- Equipment: Disc polisher or rotary rounding machine.
- Principle: Improve particle surface smoothness through friction and rolling to enhance marketability.
- Key Parameters: Rounding time of 5-10 minutes, with a rotation speed of 20-30 rpm.
- Alternative: Omit this step if particle shape requirements are not high.
IV. Screening and Grading
- Screening Equipment
- Vibrating Screen: Multi-layer screens (e.g., 3 mm and 5 mm) separate qualified particles, fines, and coarse particles.
- Rotary Screen: Suitable for continuous production with high screening efficiency.
- Grading Treatment
- Qualified Particles (3-5 mm): Proceed directly to packaging.
- Fines (<3 mm): Return to the mixing process for re-granulation.
- Coarse Particles (>5 mm): Crush and re-screen.
V. Surface Treatment (Optional)
- Anti-Caking Treatment
- Method: Spray anti-caking agents (e.g., mineral oil, diatomaceous earth, fatty acid salts) or coat with an inert powder (e.g., talc).
- Equipment: Fluidized bed coater or rotary drum.
- Dosage: 0.5%-1% of particle weight for anti-caking agents.
- Coloring Treatment
- Purpose: Improve product appearance and distinguish different formulas.
- Method: Add pigments such as iron oxide red or chromium oxide green through mixing or coating.
VI. Packaging and Storage
- Packaging
- Materials: Polypropylene woven bags (lined with plastic film) for moisture and damage resistance.
- Specifications: Typically 25 kg/bag or 50 kg/bag for ease of transportation and storage.
- Equipment: Automatic packaging machine (weighing accuracy ±0.1 kg).
- Storage Conditions
- Environment: Cool and dry warehouse, temperature ≤ 30°C, relative humidity ≤ 60%.
- Stacking: Elevated 10 cm above the ground, 30 cm away from walls, avoiding direct contact with ground moisture.
- Shelf Life: 6-12 months under unopened conditions, with regular inspection for caking.
VII. Key Quality Control Points
- Raw Material Quality
- DAP purity ≥ 98%, moisture ≤ 1%, to avoid loose particles or caking due to raw material issues.
- Particle Strength
- Testing Method: Measure particle compressive strength using a pressure tester (≥15 N/particle for qualification).
- Nutrient Uniformity
- Sampling Inspection: Randomly sample each batch for N and P₂O₅ content analysis, with a variation coefficient ≤ 3%.
- Caking Rate
- Accelerated Caking Test: Place samples in an environment of 40°C and 80% humidity for 7 days, with a caking rate ≤ 5% for qualification.
VIII. Process Advantages and Limitations
- Advantages
- Simple Process: No drying or cooling required, with low equipment investment.
- Low Energy Consumption: Only extrusion energy is required, with unit product energy consumption 30%-50% lower than spray granulation.
- Dense Particles: Strong resistance to mechanical breakage, suitable for long-distance transportation.
- Limitations
- Particle Shape: Irregular, requiring additional rounding steps.
- Raw Material Adaptability: Sensitive to moisture, with strict control of raw material moisture (≤1.5%).
- Capacity Limitations: Single-unit equipment capacity typically lower than spray granulation processes.
IX. Application Scenarios
Extrusion granulation DAP fertilizer is suitable for:
- Production of high-concentration compound fertilizers (e.g., N-P₂O₅-K₂O = 15-15-15).
- Fertilizers requiring high particle strength for export.
- Areas lacking steam or heat sources (no drying process required).
- Organic-inorganic compound fertilizer production (can incorporate large amounts of organic materials).



 Send us a Email
Send us a Email Wulong Industrial Cluster
Wulong Industrial Cluster Have any question?
Have any question?